THE HEASINK GUIDE: Information about heatsinks - part 2
Heatsink production methods
Extrusion
The most popular production method for heatsinks is extrusion. With the aid of high pressure
and temperature, a flow of aluminum is forced through a shaped opening. This results in a long
stick having the same form as the opening. Later, the aluminum is stretched, which straightens
it and improves its mechanical properties (better strength through re-alignment on a molecular
level). Finally, the long aluminum sticks are cut into heatsink-sized pieces, and possibly
milled to improve flatness of the contact area. Even though the concept is simple, the machines
involved are huge. If you are interested in how exactly extrusion works, I suggest that
you read this excellent
article about the extrusion process from the William L. Bonnell company. It provides much
more details than this small introduction to extrusion.
The classic extruded heatsink has a base plate with fins on one side. If a fan is used,
the direction of the air flow is orthogonal to the direction of the extrusion.

Extruded heatsink with classic design, made by FoxConn
This is the heatsink AMD used when they first presented their Opteron CPUs (codenamed "Hammer" back then).
With this classic extruded heatsink design, the air from the fan will at some point "hit" the base plate;
it can escape only at two sides. A high pressure may occur within the heatsink, which is bad for air flow.
Modern CPUs have only a small contact area between die and heatsink. Therefore, it is possible
to design extruded heatsinks where the direction of the air flow is identical to the direction of
extrusion; they feature a thick core which leads the heat upwards. Air can more easily flow through
the heatsink, and escape at all sides. The core is located below the fan motor, where little air flow
occurs anyways.
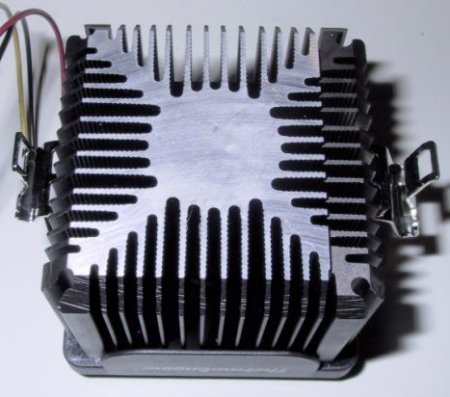
Thermosonic Thermoengine
Direction of air flow same as direction of extrusion
Die-cast heatsinks
Another heatsink production method is die-casting. Unlike extrusion, it also suitable
for producing copper heatsinks. It gives designers a lot of freedom as far as the form
of the heatsink is concerned; however, height of the fins is limited, and fins cannot
be made very thin.
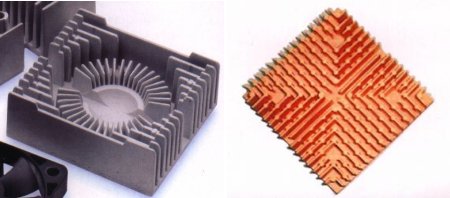
Die-cast heatsinks made of aluminum and copper
Cold forging
Heatsinks with very fine and also high fins can be produced by cold forging. Cold forging
uses impression dies as well, but the material is forced into the die (roughly) at room temperature.
Obviously, very high pressure is required. Alpha was the cold-forged heatsink pioneer; by now, other
companies, for example Taisol, also produce such heatsinks.
Taisol cold forged copper heatsink
Prototype as shown on CeBIT 2002
Milled/cut heatsinks
Heatsinks can also be milled or cut from a solid block of metal. This leaves a lot of freedom
to the heatsink designer; however, such heatsinks are rather expensive to produce.

Milled HP/Agilent "PolarLogic" heatsink
Originally developed for HP PA-RISC CPUs, these heatsinks were, at the time,
years ahead of the competition. Agilent later entered the market of PC CPU coolers,
but they were never available in high volume, most likely due to high production costs.
For a short time, surplus PolarLogic heatsinks were available on the market, and
some retailers modified them to fit Socket 370 and Slot A CPUs.

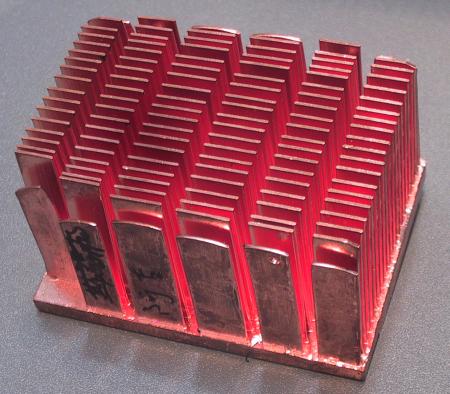
JagWire "CoolJag" heatsink cut from a copper block
Notice the extremely fine fins; they are sometimes also referred to as "skiving" fins.
Bonded fin / folded fin
Instead of extruding, forging, or milling fins, it is also possible to simply use copper (or aluminum) plates
as fins, and bond them on a base plate. If each fin is made of a separate plate, we refer
to such heatsinks as bonded fin heatsinks. If all fins are made of one large plate that is
folded to form the fins, we have a folded fin heatsink. Advantages of such heatsink designs
include high surface, and low weight. However, the performance is only good if the bonding is done
properly.

Thermalright "bonded fin" heatsink
Heatsink surface treatment
Aluminum heatsinks are usually anodized; a choice of many colors is available. One might think
that black is good, because it is best for heat emission by radiation. This is wrong. Heatsinks
get rid of heat by convection (that is, heat is transferred to the air molecules travelling along
the heatsink surface - if a fan is involved, we call it "forced convection"). For convection, the
color does not matter at all.
Copper heatsinks are sometimes plated with silver or even gold (seriously - Zalman produced
such a heatsink, model CNPS3000GOLD). This is supposed to prevent corrosion and improve
thermal characteristics. But actually, the plating is too thin to have any effect on thermal
conductivity. It is true that the surface of a copper heatsink may slightly corrode; but
since they are operating in a dry environment, and do not have to withstand extreme temperatures,
corrosion is not really a problem. During the lifetime of a PC heatsink, the corrosion layer
will not get thick enough to have any negative effect on cooling.
So, do not worry about the surface treatment of your heatsinks, and do not spend extra for
some special surface treatment (such as silver plating). Technically, there is no justification
for it.
All pages copyright © 1997-2010 Tillmann Steinbrecher
Legal information / Disclaimer / Impressum